
3D Printer Layer Shift
Fix sudden sideways offsets, shifted layers, skipped motion, and prints that move out of alignment.
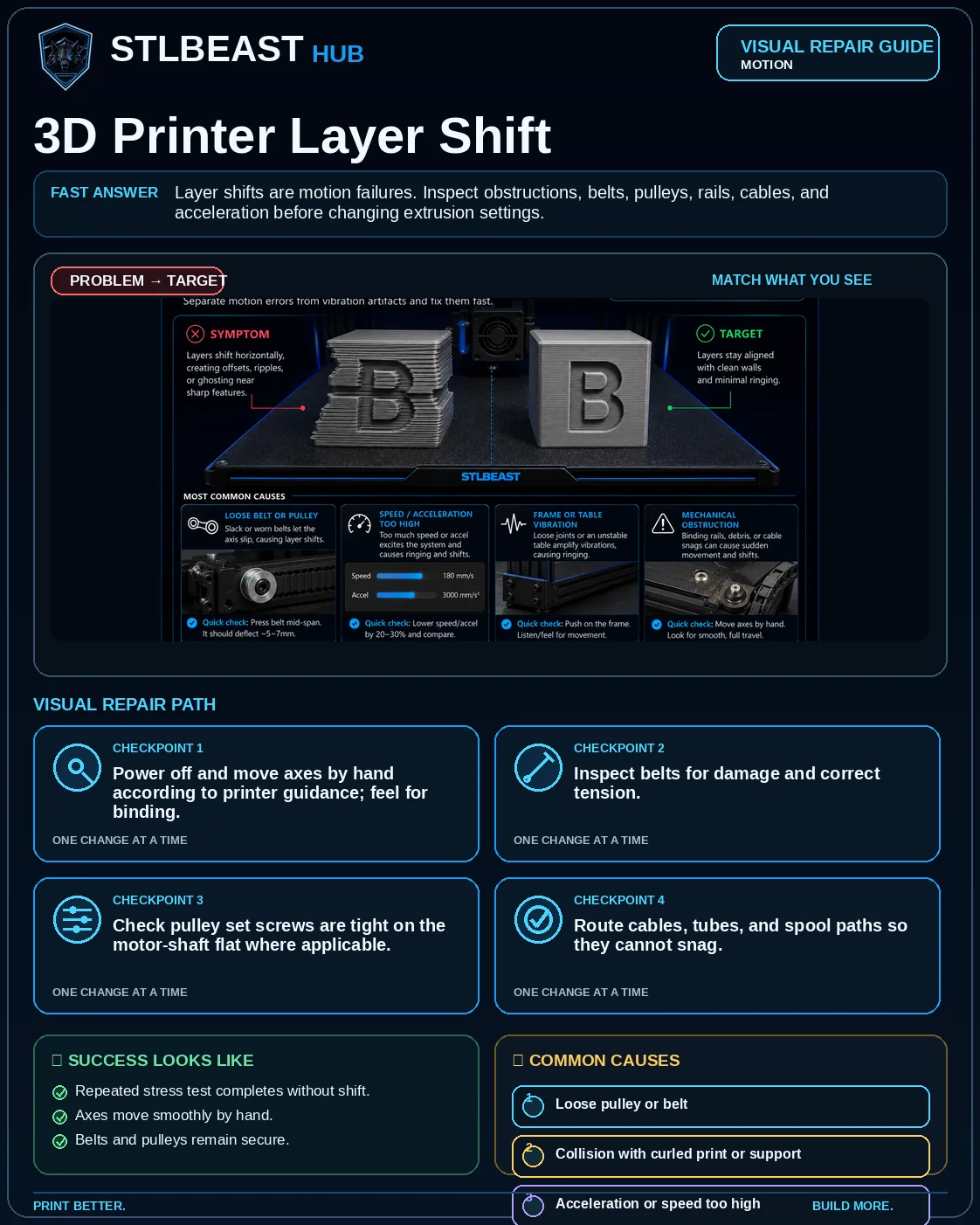
Layer shifts are motion failures. Inspect obstructions, belts, pulleys, rails, cables, and acceleration before changing extrusion settings. Power off and move axes by hand according to printer guidance; feel for binding. Change one variable, run the smallest useful proof test, and keep only the change that improves the result.
See the sequence before you start
Match the visible symptom, work through the four visual checkpoints, and prove the result with a small test.
Start fast or open every detail
Quick Fix keeps the safest first checks and proof steps in view. Full Guide reveals the complete settings, printer context, advanced tests, sources and FAQs.
Quick Fix mode is active.
Motor turns but carriage movement is lost.
- Repeated stress test completes without shift.
- Axes move smoothly by hand.
Use the smallest useful test, keep the winning change, and record the result.
Make this guide easier to apply to your setup
Select what you use. The page highlights relevant material, slicer and printer notes without hiding the complete source-backed guide.
Choose any setup details above to emphasize matching notes and produce a safer starting summary.
Know what to do now—and what comes next
Follow one controlled path. Do not stack unrelated changes before the proof test.
- 1Confirm the visual clue
Compare the failed area with the problem and target visuals.
- 2Run the safest first checks
Check for collisions and mechanical resistance before increasing belt tension.
- 3Print the proof test
A small repeat print completes with aligned vertical walls.
- 4Escalate only if needed
Use the next-route guides only when the original symptom remains.
Which description is closest to what you see?
Select the closest match. This does not replace inspection; it moves the most relevant starting point to the front.
Motor turns but carriage movement is lost.
See the failure, understand the cause, and follow the correct repair order
This consistent visual story combines the issue-specific comparison, four repair checkpoints, verification criteria, and common causes. Open it full size, then use the source-backed guide below.
Select the image to open the full-resolution guide. Numeric values are safe starting ranges only; follow the detailed instructions and manufacturer limits for your equipment.
Responsive WebP delivery keeps the mobile guide readable without loading the full desktop image unnecessarily.
Before you change settings
- Confirm the exact printer, material, nozzle or resin, slicer, and recent hardware changes.
- Photograph the failure before removing the print so the evidence is not lost.
- Return extreme overrides to a known profile and change one variable at a time.
- Use a small calibration object or representative section before repeating a long print.
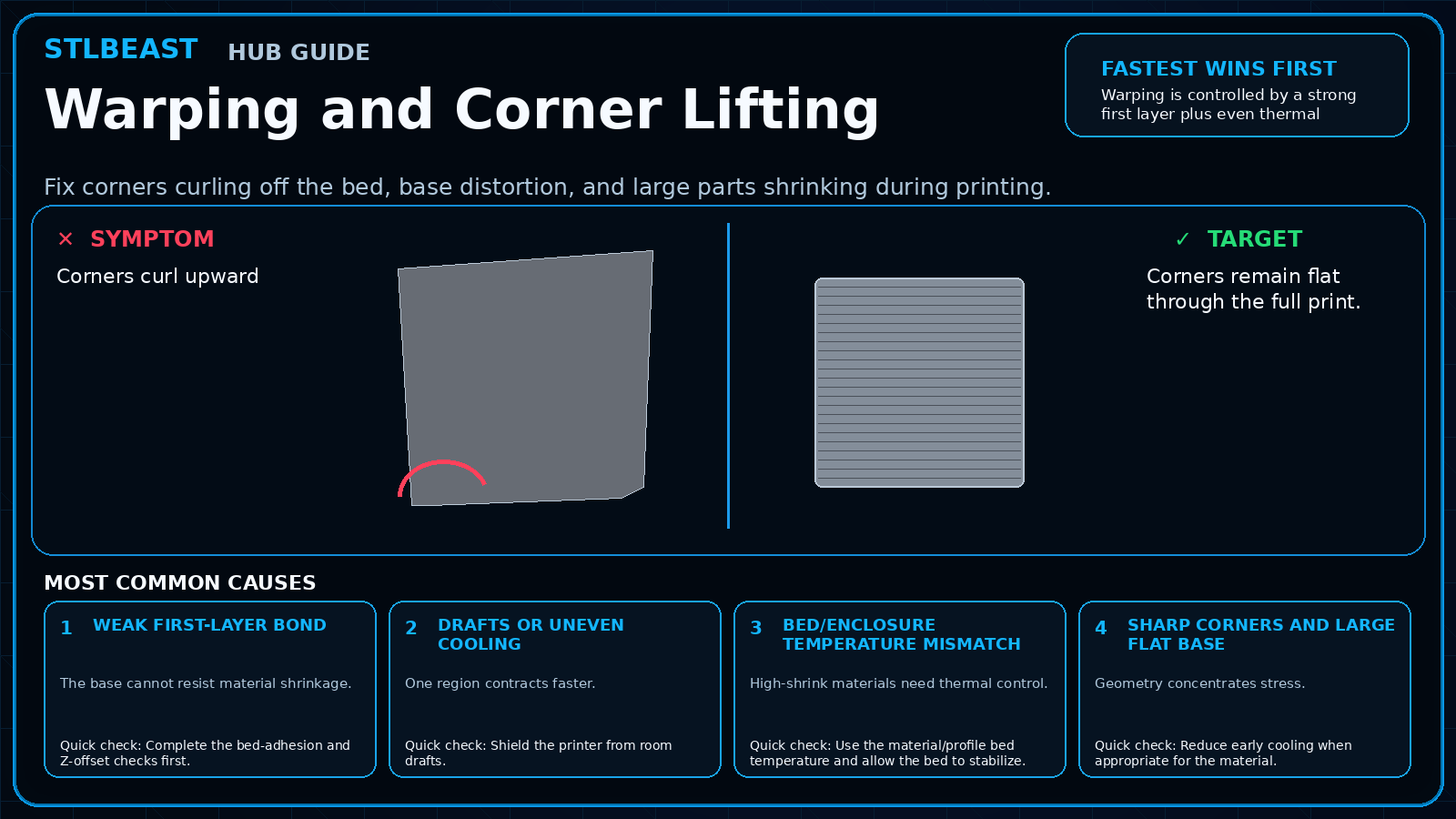
What it looks like
- A clean horizontal offset begins at one height
- The entire print moves in X or Y
- Shift repeats on demanding travel moves
- Grinding or collision is heard before the shift
Most likely causes
- Loose pulley or beltMotor turns but carriage movement is lost.
- Collision with curled print or supportThe nozzle physically knocks the motion system off position.
- Acceleration or speed too highMotor torque is insufficient for the commanded move.
- Binding rail/wheel or cable snagMotion stalls temporarily.
- Stepper driver or motor overheatingTorque drops during long prints.
Repair sequence
Work from top to bottom. Stop when the failure is resolved, verify it with a small test and record the successful setup.
- Step 1Power off and move axes by hand according to printer guidance; feel for binding.
- Step 2Inspect belts for damage and correct tension.
- Step 3Check pulley set screws are tight on the motor-shaft flat where applicable.
- Step 4Route cables, tubes, and spool paths so they cannot snag.
- Step 5Look for curled overhangs or warped corners that the nozzle may hit.
- Step 6Return acceleration/travel settings to the manufacturer profile.
- Step 7Check cooling, driver/motor temperatures, and electrical connections if shifts happen after time.
Settings to review
| Setting | How to use it |
|---|---|
| Acceleration | Use tested printer limits rather than internet values for another machine. |
| Travel speed | Reduce if shifts happen during non-print moves. |
| Z hop | Can avoid minor contact but should not hide warping or loose mechanics. |
Material notes
More vulnerable to nozzle contact and bed movement.
Input shaping does not compensate for loose pulleys or obstruction.
Printer context
Check bed seating, gantry alignment, belts, wheels and first-layer consistency across the plate.
Start with the official profile; inspect belt balance, input shaping, flow, pressure advance and chamber conditions.
Confirm delta calibration, tower movement, belt tension, effector stability and full-bed mapping.
Use resin-specific exposure, lift, support, temperature, wash, cure and protective procedures.
Where to look in the slicer
Quality, Strength, Speed, Support and Filament; use built-in calibration for temperature, flow and pressure advance.
Print, Filament and Printer Settings; inspect the layer preview before export.
Quality, Walls, Top/Bottom, Material, Speed, Travel, Cooling, Support and Adhesion.
Printer/resin profile, exposure, lift/retract, support contact, raft, hollowing and drain settings.
Controlled test method
Do not repeat the full print while guessing. Use a small test that reproduces the same feature and record the result.
- Save the current profile or photograph every relevant setting.
- Choose one suspected cause from the ranked list and change only the matching variable.
- Print the smallest useful test with the same material, nozzle, plate, and environment.
- Compare the result with the target visual, keep the winning change, and then test the real model.
Slicer-specific paths
Return Speed and Acceleration to the official printer profile, inspect travel behavior in preview, and avoid using Z hop or slower travel to hide a mechanical collision.
Review Speed, Travel, Acceleration Control, Jerk Control, Z Hop, and Avoid Printed Parts. Restore a known-good machine profile before tuning individual values.
Review Speed for non-print moves, machine limits, acceleration, and travel preview. Use printer-specific limits rather than values copied from a different motion system.
Detailed checks
- Record whether the shift is in X or Y; that immediately narrows the belt, pulley, rail, wheel, cable, and motor path to inspect.
- If the shift occurs at one repeatable height, inspect the model preview and printer at that height for curled edges, support collisions, cable tension, Z binding, or a frame obstruction.
- Mark pulley and shaft positions with a removable reference line, run a short stress test, and check whether the pulley moved relative to the shaft.
- For shifts that appear only after long print times, inspect motor, driver, enclosure, electronics-cooling, connector, and cable temperatures within manufacturer limits.
Confirm the repair before repeating the full print
Use the same printer, material, slicer and key settings as the failed model.
The original symptom is absent and the target feature is repeatable.
The symptom remains in the same location or stage.
Return to the ranked causes and test the next single variable.
Recheck the visual diagnosis →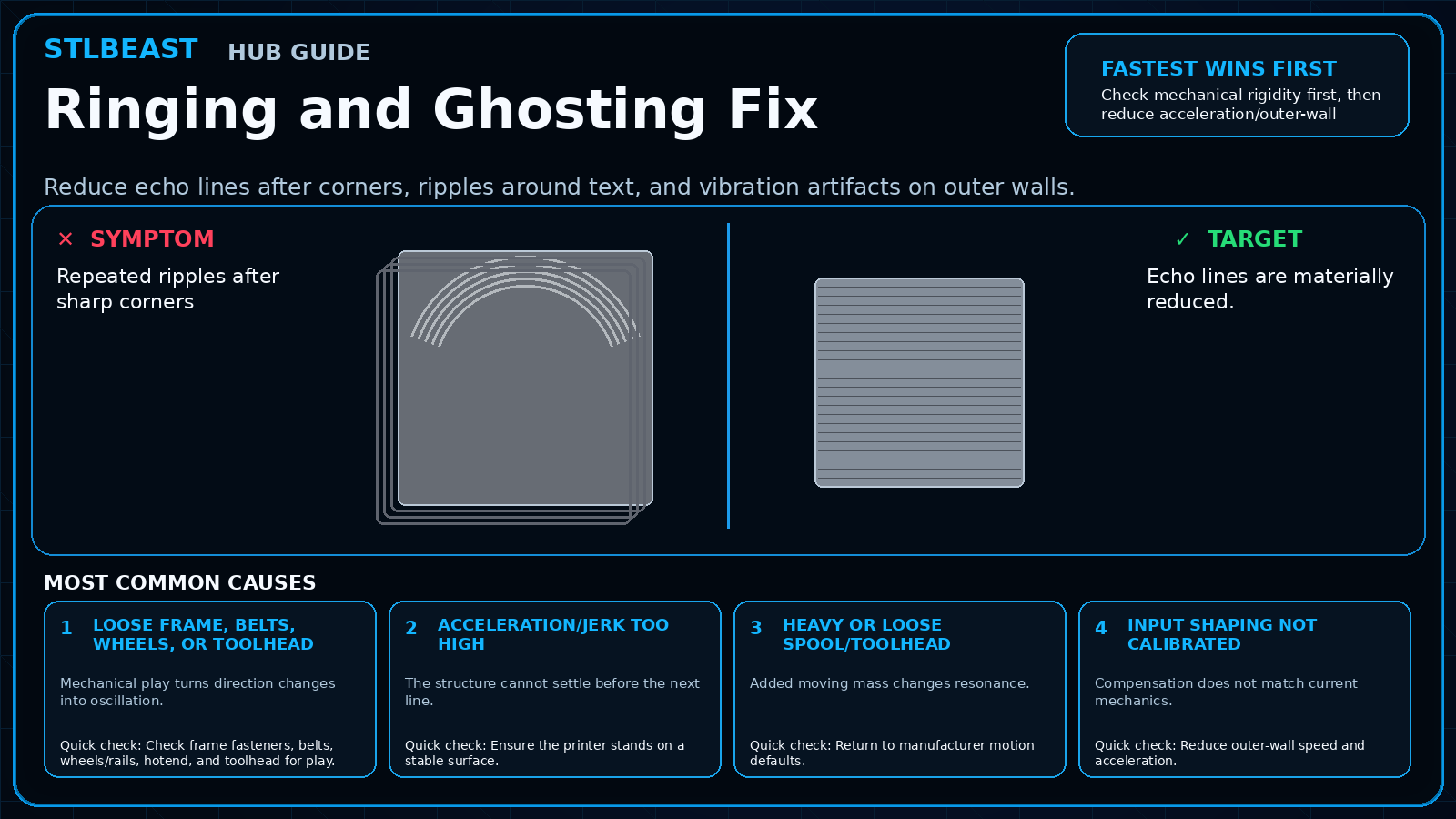 Next path 1Ringing and Ghosting Fix
Next path 1Ringing and Ghosting FixUse this next when the print is aligned but repeated echoes remain around edges.
Open this guide →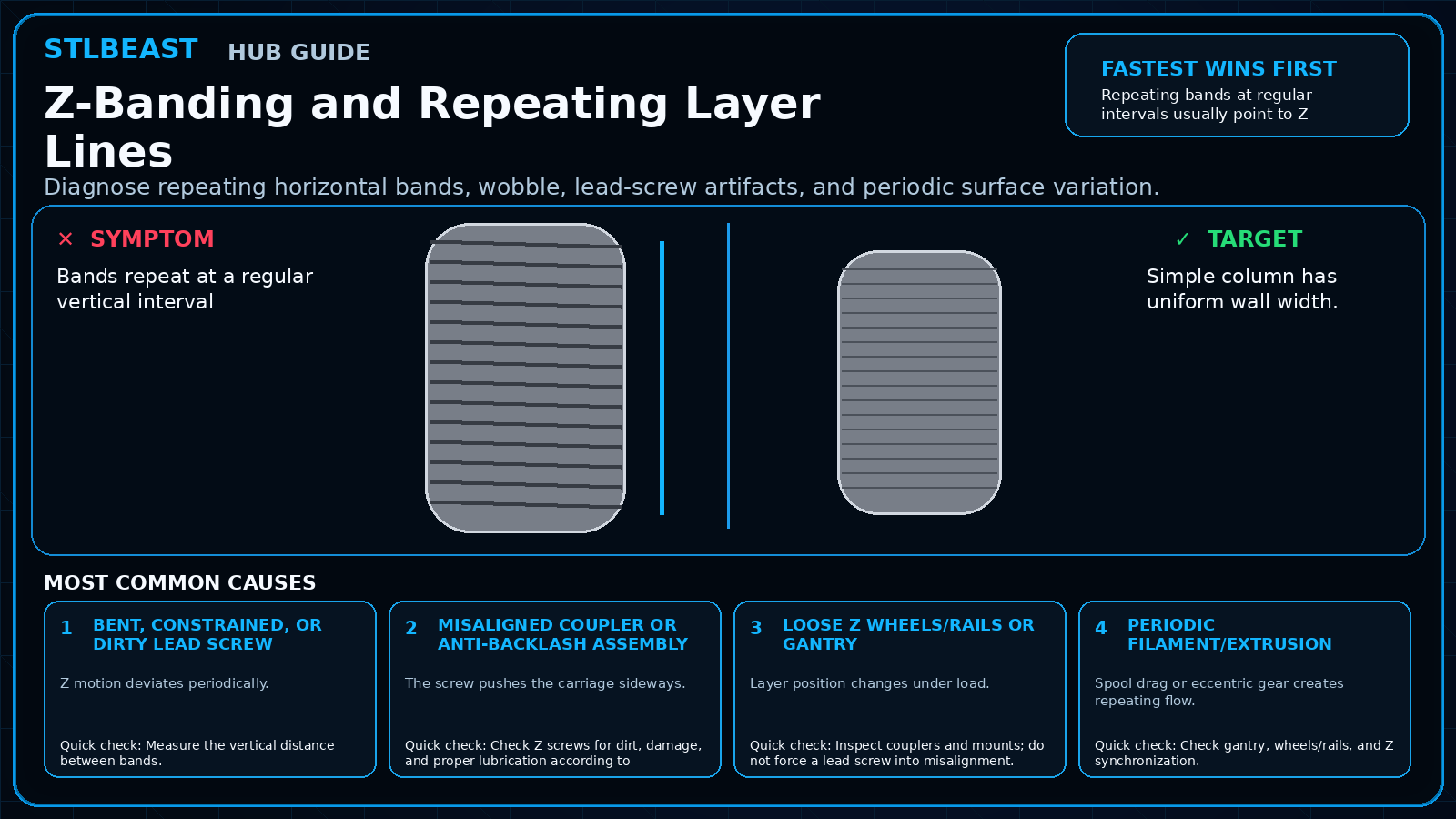 Next path 2Z-Banding and Repeating Layer Lines
Next path 2Z-Banding and Repeating Layer LinesUse this next when repeated horizontal bands appear at regular heights.
Open this guide →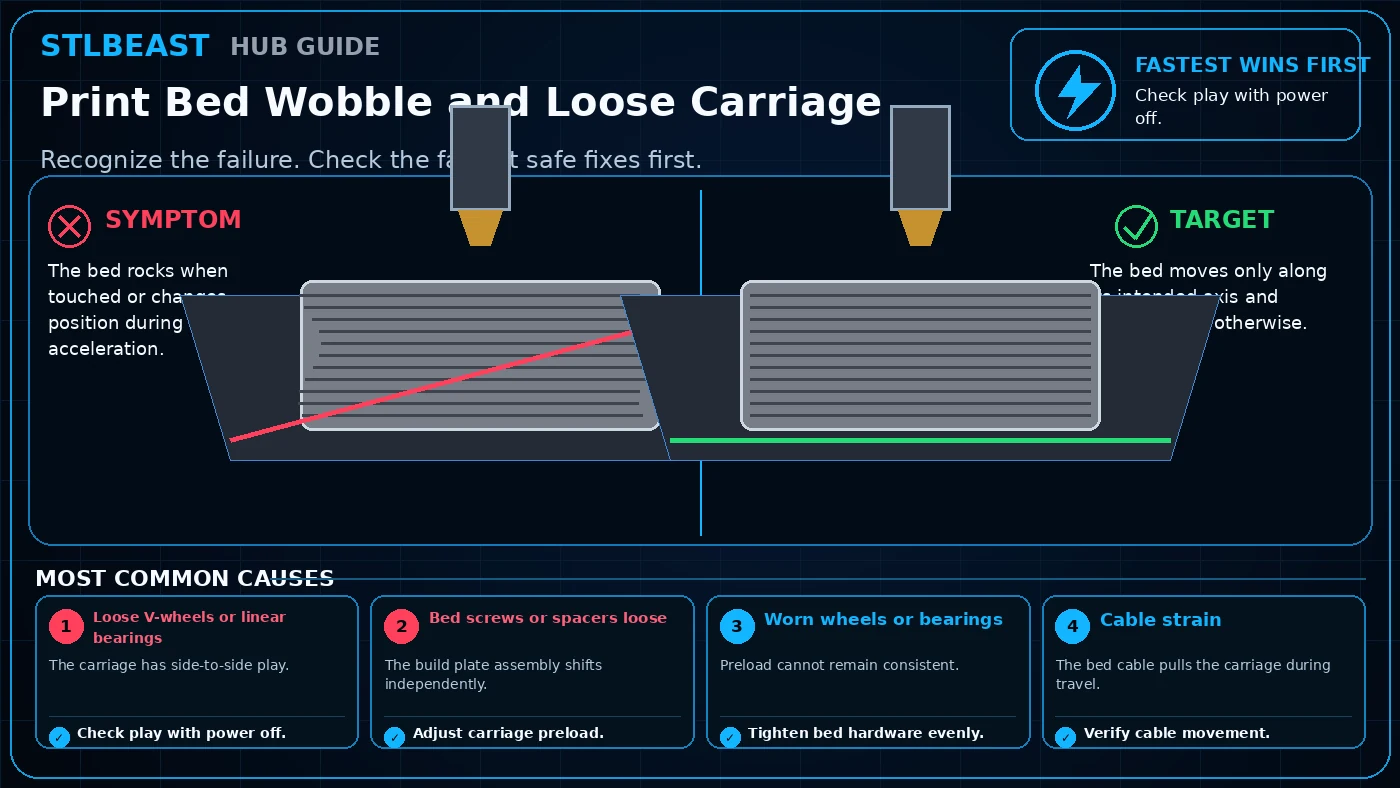 Next path 3Print Bed Wobble and Loose Carriage
Next path 3Print Bed Wobble and Loose CarriageOpen this related Motion & Mechanics guide when the first repair path does not fully explain the remaining symptom.
Open this guide →How to verify the fix
- Repeated stress test completes without shift.
- Axes move smoothly by hand.
- Belts and pulleys remain secure.
- No collision marks appear on the model.
Choose a result after the print so the guide can point you to the correct next action.
Prevent it next time
- Inspect belts and pulleys periodically.
- Keep cable paths clear.
- Use realistic motion profiles.
- Fix warping/overhang curl before long prints.
Useful public sample. Complete personalized profile for members.
Everyone can use the full guide and receive a safe starting sample. Members unlock all machine/material values, adjustment order, saved Profile Vault history and deeper AI Doctor linkage.
Sources and further reading
These references support the troubleshooting sequence. Follow the printer, slicer, filament, resin, and build-surface manufacturer limits for your exact equipment.
Frequently asked questions
Can a loose bed cause layer shift?
Yes, on bedslingers a loose plate, bed, or wheel system can move.
Why does it happen at the same height?
Look for a model collision, cable snag, binding spot, or thermal issue that appears after a consistent duration.
Should I tighten belts as much as possible?
No. Over-tight belts can damage bearings and motors. Follow printer guidance.
Related fixes
Did this fix your print?
Your anonymous answer improves the guide order and AI Doctor paths.
